
НЁЯ^№ӨЛҮј°ҝШЦЖјјРgҒнҢҚ¬FоAұәк–МҝүKёЯЩ|Бҝј°өНДЬәДКЗк–ұәҹэ»ШЮDёGЙъ®aЯ^іМөДкPжIЛщФЪЎЈҫНҶОӮҖұәҹэ tИјҹэЧФ„УҝШЦЖПөҪy¶шСФЈ¬ tКТІјЦГКҫТвҲDИз9-28ЛщКҫЎЈПөҪyЦРёч tКТ·Цһйұәҹэ…^ЎўоAҹб…^ЎўАд…s…^әНЖдЛы…^ЎЈ
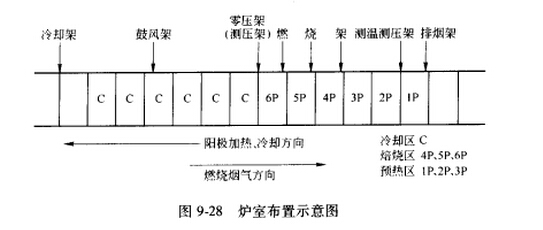
ПөҪyФЪ»ШЮDёGұәҹэ…^ФO3МЧИјҹэјЬЈ¬ГҝМЧИјҹэјЬбҳҢҰГҝӮҖҹҹөАУРғЙӮҖҹэЧмЈ¬·Ц„eҢҰёч—lҹҹөАЯMРРјУңШЈ¬Н¬•rҢҰФ“…^ҹҹөАңШ¶ИЯMРРңyБҝЈ¬ІўҢҚК©ңШ¶Ий]ӯhІЩҝШЎЈФЪАд…s…^ЙПУОФO№ДпLјЬәНАд…sјЬЈ¬ІўҢҰёч—lҹҹөАЯMРРХэүә№ДпLЈ¬ФЪГҝ—lҹҹөАИлҝЪФOЦГ№ДпLХ{№қйyйTЈ¬КЦ„УХ{№қЈ¬ҢҰАд…s…^ПВУОҹҹөАМҺШ“үәЦөЯMРРІЩҝШЈ¬К№Жд·Җ¶ЁФЪҪo¶ЁОўШ“үәЦө·¶ҮъғИЎЈФЪАд…s…^ПВУОЯMРРБгүәјЬZPRөДФOЦГЈ¬ҢҰёчҹҹөАүәБҰЦөЯMРРңyБҝЎЈФЪоAҹб…^ЯMРРңyңШңyүәјЬФOЦГЈ¬ҢҰёчҹҹөАңШ¶ИЯMРРңyБҝЈ¬ІўУГҙЛңyБҝЦөҢҰЕЕҹҹјЬШ“үәФO¶ЁЦөЯMРРХ{№қЈ¬ІўҢҰҹҹөАоAҹбЙэңШЗъҫҖЯMРРҝШЦЖЎЈоAҹб…^ПВУОЕЕҹҹјЬөД°ІСbЈ¬ЖдДҝөДФЪУЪҹҹөАөДійпLЈ¬Н¬•rФЪГҝ—lҹҹөАіцҝЪФOпLБҝХ{№қйyЈ¬Н¬•rҢҰЖдШ“үәЯMРРңyБҝј°ҝШЦЖЈ¬ФЪҙ_ұЈШ“үә·Җ¶Ё—lјюПВХ{№қҹҹөАоAҹбЙэңШЗъҫҖЎЈФЪЛщУРЙэңШ№ӨЛҮЦЬЖЪНкіЙәуЈ¬ФҘ•ҹ№ӨЧчХЯ°l¬FХыӮҖ»ШЮDёGұәҹэПөҪyСШЦшИјҹэ·ҪПтТЖ„УТ»ҪM tКТЎЈ
ТФЙПІЩЧчЦРЈ¬ёчҹҹөАөДңШ¶ИЧғ»ҜһйЈә
1Ўў tКТНвҝХҡвҸД№ДпLјЬЛНЦБҹҹөАЈ¬ҪӣАд…s…^јУңШЈ¬ҢҰЖдёч tКТңШ¶ИЖрөҪТ»¶ЁөДҪөөНЧчУГЈ»
2ЎўФЪ»ШЮDёGұәҹэ…^ЙПУОЈ¬ФЪИјҹэјЬЧчУГПВҢўҹҹөАҡвБчңШ¶ИМбЙэөҪҪo¶ЁЦөЈ¬ІўҢҰ tКТЯMРРјУҹбЈ»
3ЎўлSЦшҡвБчБчПтЈ¬ңШ¶ИҢўҪөөНЈ»
4ЎўФЪЙПУОЈ¬НЁЯ^ИјҹэјЬФЩҙОМбЙэҡвБчңШ¶ИөҪПа‘ӘҪo¶ЁЦөЈ¬ҢҰ tКТЯMРРјУҹбЈ»
5ЎўлSЦшҡвБчЧғ»ҜЈ¬ңШ¶ИҪөөНЈ»
6ЎўФЪЙПУОЈ¬НЁЯ^ИјҹэјЬФЩҙОҢҰҡвБчңШ¶ИЖрөҪТ»¶ЁМбЙэЧчУГЈ¬ҙЩК№ЖдЙэЦБҪo¶ЁЦөЈ¬ҢҰЖд tКТЯMРРјУҹбЈ»
7ЎўлSҡвБчПтоAҹб…^Бч„УЈ¬ҡвБчңШ¶ИЦрқuҪөөНЈ¬Н¬•rҢҰ tКТЯMРРјУңШМҺАнЎЈ
ТтҡвБчБчЛЩЭ^ҝмөДН¬•rЈ¬ҶОО»йL¶ИғИҹҹөАЦРЙўҹб•rйgҫН•юЭ^¶МЈ¬ТтҙЛФЪ»ШЮDёGоAҹб…^өДңШ¶ИПВҪөҫН•юәЬРЎЈ¬ОТӮғҝЙТФНЁЯ^Х{№қЕЕҹҹјЬШ“үәҒнҢҰоAҹб…^ҹҹөАңШ¶ИЯMРРХ{ХыЎЈ
ОДХВҒнЧФЈәhttp://www.mahuadsj.com/