全國免費咨詢電話:400-811-7869

在剛投入生產(chǎn)的水泥回轉(zhuǎn)窯中,較初會在墊板的外弧焊接一層鋼板來充當(dāng)墊子,但是因為礦石煅燒過程中,輪帶及墊板之間的膨脹量是不一樣的,同時還存在著摩擦,在增加了墊子后,經(jīng)過2-3個月的磨損,很快就會被擠掉或是磨損,因此墊子的增加在水泥回轉(zhuǎn)窯內(nèi)的應(yīng)用效果并不好。
吸取以上經(jīng)驗,我們新研發(fā)的結(jié)構(gòu)如圖:
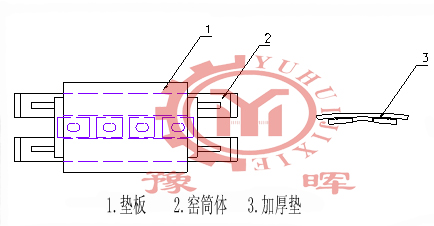 在輪帶鋼板的內(nèi)側(cè),固定塊兩側(cè)各進行以此鋼板焊接,并以此作為墊子,同時鋼板的寬度還要小于水泥回轉(zhuǎn)窯筒體擋條,至于長度要與墊板的保持一致,而實際的鋼板厚度則需要經(jīng)過嚴(yán)格的計算來獲取。
在輪帶鋼板的內(nèi)側(cè),固定塊兩側(cè)各進行以此鋼板焊接,并以此作為墊子,同時鋼板的寬度還要小于水泥回轉(zhuǎn)窯筒體擋條,至于長度要與墊板的保持一致,而實際的鋼板厚度則需要經(jīng)過嚴(yán)格的計算來獲取。
通過中控室水泥回轉(zhuǎn)窯運轉(zhuǎn)筒體溫度微機顯示,正常運轉(zhuǎn)情況下Ⅰ檔筒體的溫度在200-210度之間,Ⅱ檔溫度在280-300度之間,Ⅰ檔膨脹系數(shù)的較大值經(jīng)計算可知約有10.32mm,Ⅱ檔膨脹系數(shù)較大值在15.48mm,而水泥回轉(zhuǎn)θ窯恰當(dāng)?shù)膲|子厚度在4.39mm。因此鋼板的厚度可以定為4mm,按筒體直徑Φ4.0卷制出弧度并進行反復(fù)的調(diào)整,然后剪出合適長度和寬度的墊子,并進行相應(yīng)的清理與打磨等操作,在一系列操作完成后,經(jīng)過焊接打磨平整后就可以將墊板插入了,這樣就完成了水泥回轉(zhuǎn)窯墊板的調(diào)整與延長。