
Нп^ЖрЕЕФђЮвПЩвджЊЕРЃЌЛиоDИGИGю^ЬЕФиЖШзЛЏЪЧБШн^ПьЕФЃЌвђДЫШчЙћпxёШЫЙЄВйПиЪЧБШн^РЇыyЕФЁЃ
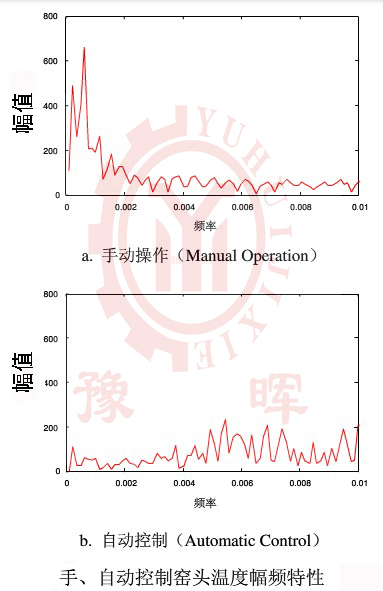
гЩDЮвПЩвдПДГіЃЌдкМгШыЗД№ВйПиrПЩвдКмДѓЯоЖШЕФИФЩЦЛиоDИGШиЖШЕФп\оDЬиадЃЌВЂЧвЫљГіЌFЕФЕЭюlВЈгЛљБОЩЯЪЧўЭъШЋЯћЪЇЕФЃЌЖјДЫЗNВйзїжаЮЈвЛЕФВЛзуОЭЪЧЗД№СюЛиоDИGШЕФИїЯЕНyзЕУБШн^УєИаЃЌЎздгПижЦдк0.005-0.008КеЦИННќrЦкЗљжЕХcЪжгВйзїЯрБШн^rвЊДѓдSЖрЃЌп@ЗNЧщrвЛЗНУцПЩвдеfУїЛиоDИGЯЕНyЕФПьЫйадЕУЕНЕФЬсЩ§ЃЌВйзїжаФмђзЂгквЛМўЪТЧщЃЌМДИљўыHЛиоDИGЕФьб§эІИGю^иЖШжЕпMаадOжУЃЛСэвЛЗНУцвВГфЗжеfУї
ЂЕдOжУВЛКЯпmЧщrЯТЃЌвВўНЕЕЭЛиоDИGЯЕНyЕФЗЖЈадЁЃФьб§иЖШЕФВйПиЮввВПЩвдЋ@ЕУп@гЕФНYЙћЁЃ
ІБШЪжгКЭздгПижЦrЕФюlТЪЗљжЕЃЌЮвПЩжЊЎздгПижЦЯїШѕСЫ0.001КеЦвдЯТЕФВЈгrЃЌ0.002-0.004КеЦЬЕФВЈгОЭўБЛЗХДѓЃЌвдДЫПЩвдеfУїЛиоDИGЯЕНyЕУЕНСЫПьЫйЕФЬсЩ§ЃЌЕЋЪЧДЫrўга4-8ЗжчЕФВЈгжмЦкГіЌFЃЌвђДЫЃЌщСЫБЃзCЕўЕФецадЃЌДЫrЕФюlзVЪЧ]гапMааЕўвЦгЦНОљVВЈЕФЃЌвђДЫдкЮвЫљПДЕНЕФ0.008КеЦЬўгаЗхжЕГіЌFЃЌtЪЧвђщЛиоDИGШИG tЕФоDгЖјв§Ц№ЕФyСПдыТЁЃ
ЃЈЮФеТдДгкКгФЯдЅЧђФЅCЁЂЛиоDИGжИЖЈОWеОЃКhttp://www.mahuadsj.com/ЃЌоDнdзЂУїГіЬЃЉ