
本文章主要講述分析時產4~6噸的回轉窯內襯損壞四種原因,不過先讓我們來了解一下該回轉窯的一些技術概況。
一、回轉窯的主要技術參數
筒體內徑:2.2 m
窯體長度:45m
窯體轉速:l一3 r/min
生產能力《煅后焦):4-6t/h
窯筒體安裝斜度:30/1000
根據該回轉窯2000年6月至2004年9月之間現場設備運轉記錄分析得出問轉窯發生停機故障中有70%以上是內襯破損后筒體發紅造成的,且內襯破損的部位全部是緞燒帶處的內襯,該處內襯連續承受1150~1250℃的高溫及中擋傳動齒輪滾圈振動的綜合疲勞損壞,其內襯的使用壽命一直維持在150一300d左右,較短的時候只有150 d就出現內襯松動,導致筒體發紅。回轉窯內襯破損頻繁不僅影響了車間正常的生產進度,而且使檢修費用不斷提升。兩年來車間工程技術人員經過對本單位回轉窯運轉現狀的不斷探索分析,基本模索出了影響回轉窯內襯使用壽命的各種因素。
二、回轉窯內襯損壞的原因分析
回轉窯的結構特點是長45m,自重320t,卻只有三組支承點,其煅燒帶的工作溫度條件是1150~1250℃。對內襯損壞問題我們從以下4個方面進行了原因分析。
1、內襯澆注工藝落后
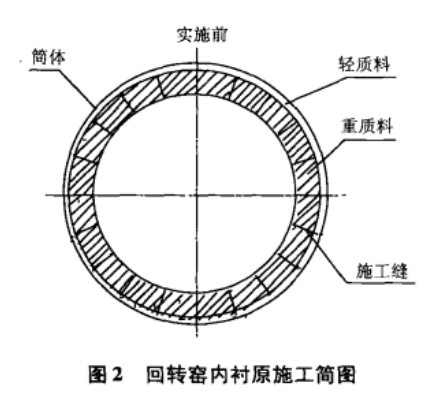
原有內襯澆注采用傳統的直模板澆注工藝,原施工簡圖見上圖2,使施工縫直通筒體內表面,重質料在高溫工作條件下發生少量收縮后,施工縫開裂,高溫炭粉沿施工縫進入輕質料層,使酥松的輕質熔損,導致筒體發紅。
2、錨鉤強度不夠
從回轉窯內襯破損后的檢修現場分析,有60%的錨鉤是從錨鉤與筒體的連接處斷裂的,錨鉤的斷裂會導致內襯與筒體分離,內襯松動,輕質料被掏空,較高溫炭粉進入輕質料層使筒體發紅。
3、筒體中心線不直
回轉窯薄壁圓筒體的結構,運轉支撐點少且跨距大,筒體直線度較差時,則回轉窯的徑向圓跳動相應增加,較大的徑向跳動使回轉窯筒體彎曲扭轉變形,內襯受到擠壓、扭轉的綜合疲勞損壞。
4、圈頂隙過大
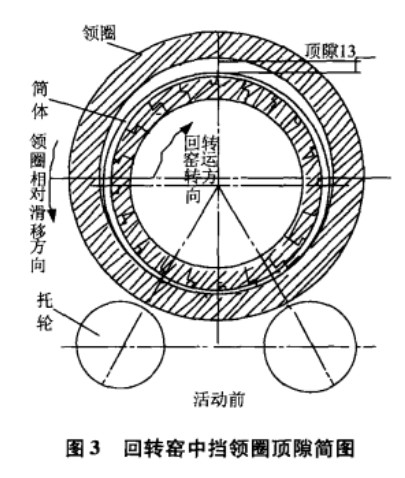
回轉窯筒體墊板與圈之間的頂隙是原設計預留的熱膨脹間隙,其間隙嚴重超過設計值后,將會使圈與筒體墊板之間接觸面積減少,相對滑移加劇,筒體彎曲扭轉變形,導致溫度料被擠壞、掏空、錨鉤受到的剪切應力加劇。活動前,回轉窯中擋圈頂隙簡圖如上3。
文章來自豫暉回轉窯網:http://www.mahuadsj.com/